











N'hésitez pas à contacter lorsque vous avez besoin de nous!
 Maison / Nouvelles / Actualités de l'industrie / Précautions de fonctionnement pour centre d'usinage à double colonne
Maison / Nouvelles / Actualités de l'industrie / Précautions de fonctionnement pour centre d'usinage à double colonne Précautions de fonctionnement pour centre d'usinage à double colonne
 2025.10.24
2025.10.24
 Actualités de l'industrie
Actualités de l'industrie
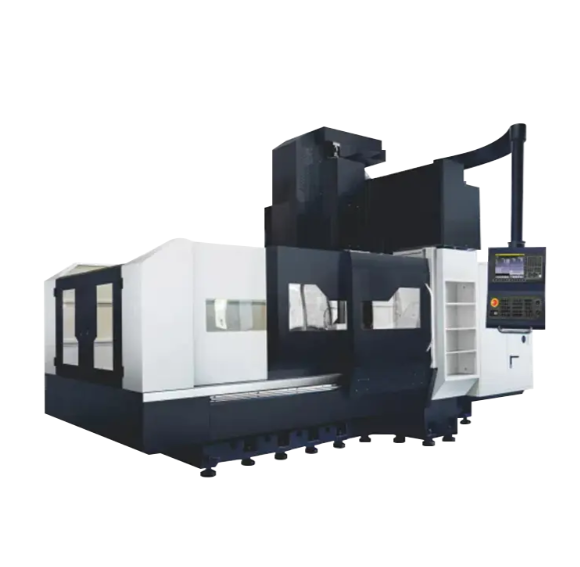
Le centre d'usinage à double colonne (également connu sous le nom de centre d'usinage à portique) est une machine-outil robuste de haute précision et à haut rendement qui est souvent utilisée pour traiter des pièces volumineuses et lourdes et effectuer un traitement composite à multiples facettes. Sa complexité opérationnelle et ses risques pour la sécurité sont bien supérieurs à ceux des centres d'usinage verticaux ordinaires. Comprendre les principales précautions de fonctionnement du centre d'usinage à double colonne peut maintenir le fonctionnement stable du centre d'usinage à double colonne.
1. Procédures opérationnelles de sécurité (priorité absolue)
Protection personnelle :
Il est strictement interdit de porter des gants : Lors de l'utilisation de machines-outils, du chargement et du déchargement d'outils ou du contact avec des pièces, il est strictement interdit de porter des gants pour éviter de se coincer dans les pièces en rotation.
Portez des lunettes de protection : des copeaux volants à grande vitesse seront produits pendant le traitement, des lunettes de protection doivent donc être portées.
Tenue vestimentaire standard : portez des vêtements de travail bien ajustés, attachez les cheveux longs dans une casquette de travail et évitez que les vêtements ou les cheveux ne s'emmêlent dans les pièces mobiles.
Sécurité des pièces à usiner et des accessoires :
Serrage fiable : la pièce à usiner doit être fermement serrée sur l'établi ou le luminaire. Pour les grandes pièces, assurez-vous d'un support stable, d'une force de serrage suffisante et d'une répartition uniforme pour éviter le desserrage ou le déplacement pendant le traitement.
Vérifiez les interférences : en simulation de programme ou en mode manuel, exécutez le programme à basse vitesse et vérifiez s'il existe un risque d'interférence entre le portique, la tête de broche, l'outil et la pièce à usiner, le montage et l'établi. La structure à double colonne présente un grand espace et le risque d'interférence est plus dissimulé.
Sécurité de fonctionnement des équipements :
Protection d'accès : La porte de protection doit être fermée pendant le traitement. Il est strictement interdit d'étendre une quelconque partie du corps dans la zone de traitement lorsque la machine-outil est en marche.
Familiarisez-vous avec les arrêts d'urgence : avant de démarrer la machine, confirmez l'emplacement de tous les boutons d'arrêt d'urgence (généralement à proximité du panneau de commande, des colonnes et des pièces mobiles) pour vous assurer qu'ils peuvent être enfoncés immédiatement en cas d'urgence.
Sécurité de levage : lors de l'utilisation de grues et d'autres équipements de levage pour charger et décharger de grandes pièces, les règles de sécurité de levage doivent être respectées et il est strictement interdit aux personnes de se tenir sous les pièces.
2. Préparation et inspection avant transformation
Allumer et réchauffer
Après chaque démarrage quotidien, il faut laisser la machine-outil se réchauffer et fonctionner à sec. Laissez la broche, chaque vis d'axe et le rail de guidage fonctionner à basse vitesse pendant 10 à 20 minutes sans charge, afin que les températures des roulements et de l'huile lubrifiante augmentent uniformément et éliminent l'impact de la déformation thermique sur la précision. Ceci est essentiel pour les grandes machines à deux colonnes.
Réglage précis du système de coordonnées de la pièce
Utilisez le détecteur de bord, le dispositif de réglage de l'axe Z et d'autres outils pour mesurer et saisir avec précision le système de coordonnées de la pièce. Étant donné que l'établi et la pièce à usiner peuvent être très grands, il est nécessaire de s'assurer que l'origine du système de coordonnées est exactement la même que le réglage du programme.
Suggestion : Effectuez un « essai de coupe » aux endroits importants de la pièce pour vérifier le système de coordonnées.
Gestion des outils et du magasin d'outils
Mesure précise : utilisez un régleur d'outils pour mesurer avec précision la valeur de compensation de longueur et de rayon de chaque outil et saisissez-la correctement dans le tableau de décalage d'outil.
Liste de contrôle : suivez strictement la liste d'outils du programme d'usinage, chargez les outils dans le magasin d'outils dans l'ordre et vérifiez les numéros d'outils pour éviter les erreurs d'appel.
Vérifiez l'état de l'outil : avant d'installer l'outil, vérifiez si l'outil est usé ou ébréché et si le serrage est ferme.
3. Suivi et optimisation pendant le traitement
Essai de découpe et suivi de la première pièce
Fonctionnement mono-segment : Lors du traitement de la première pièce, utilisez le mode « mono-segment » pour exécuter le programme segment par segment et observer si le mouvement et la coupe de chaque outil sont normaux.
Ajustez les paramètres de coupe : en fonction de la forme des copeaux, du bruit et de la charge de la machine-outil, ajustez la vitesse de broche et l'avance dans une plage sûre pour trouver les paramètres optimaux. Bien que la machine-outil à deux colonnes ait une bonne rigidité, elle doit également éviter une usure importante ou un écaillage de l'outil dû à des paramètres inappropriés.
Réglage de la hauteur de sécurité : assurez-vous que la hauteur de sécurité pour un mouvement rapide dans le programme est suffisamment réglée pour couvrir les points les plus élevés de tous les accessoires et pièces à usiner.
Élimination des copeaux et refroidissement
Gardez le liquide de coupe suffisant et la direction de la buse correcte pour garantir un refroidissement et une élimination efficaces des copeaux.
Nettoyez rapidement les copeaux accumulés sur la pièce à usiner et sur l'établi pour éviter que la coupe secondaire des copeaux n'endommage la surface de la pièce ou n'interfère avec le mouvement de la machine-outil.
4. Post-traitement et maintenance quotidienne
Opération après achèvement
Une fois le programme exécuté, déplacez la broche dans une position sûre, puis arrêtez-la.
Avant de retirer la pièce, nettoyez l'établi et la surface de référence de la pièce.
Mesurez les dimensions clés et confirmez qu'elles sont qualifiées avant de retirer la pièce.
Entretien courant et programmé
Nettoyer les copeaux et le liquide de refroidissement de l'intérieur et de l'extérieur de la machine-outil.
Vérifiez si la source d'air et la pression du système hydraulique sont normales.
Vérifiez si le rail de guidage et la vis sont bien lubrifiés.
Selon les exigences du fabricant, remplacer régulièrement le liquide de refroidissement de la broche, l'huile de lubrification des vis de guidage, l'huile hydraulique, etc.
Vérifiez et ajustez le jeu et la précision des composants de transmission (tels que les vis et les rails de guidage).
Effectuer la détection et le réglage de la précision horizontale de la machine-outil.
